CMM2000 Help - Finestra dei PROFILI - Camma Cilindrica



|
CMM2000 Help - Finestra dei PROFILI - Camma Cilindrica
|
|
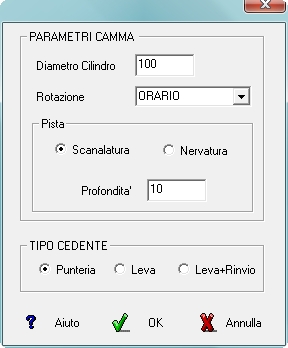 Nella DIALOG-BOX di definizione della
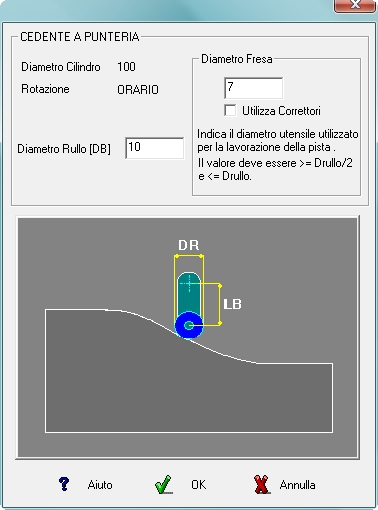
Camma Cilindrica, è possibile inserire il valore Diametro Fresa e dis/abilitare il CHECK Utilizza Correttori che servono per il calcolo dei dati necessari alla lavorazione della camma stessa su centro di lavoro a Controllo Numerico. Solo nel caso della Camma con Cedente a
Punteria, lavorata con un utensile di diametro
uguale al Diametro Rullo, è infatti possibile
utilizzare il profilo 2D esportabile dalla finestra
Profili.
In tutti gli altri casi sono necessarie informazioni
aggiuntive che cambiano secondo l'elenco sotto :
|
 |
 | |
|
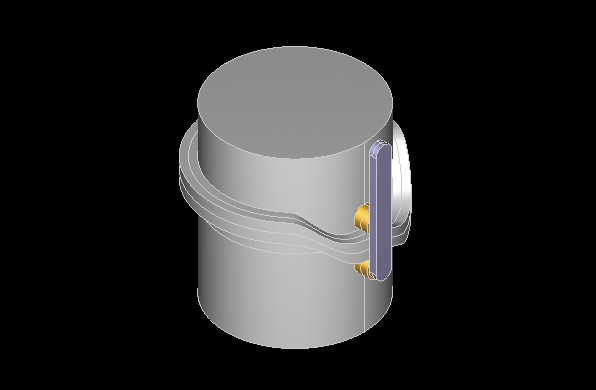
Esempio di Camma Cilindrica a Punteria con Pista a Scanalatura.
Nel caso specifico e' stata attivata la Opzione 2° rullo e scarico che
permette di definire il solido in modo che un ipotetico doppio rullo non tocchi
contemporaneamente la pista superiore e quella inferiore.
| |
 |
|
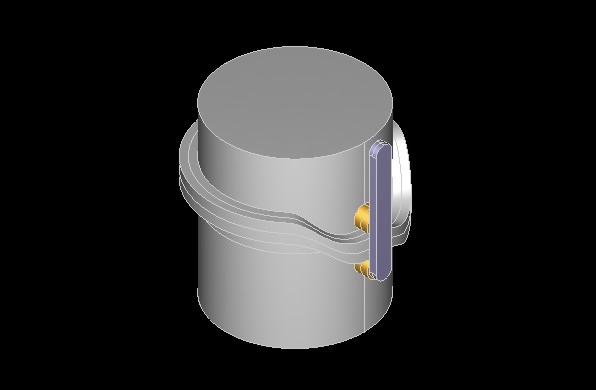
Esempio di Camma Cilindrica a Punteria con Pista a Nervatura.
|
|
Informazioni aggiuntive per la definizione della Camma :
| |
|
1) Con Diametro Rullo=0 e Diametro Fresa=0.
E' un caso limite che genera un solo profilo che
rappresenta sia il centro di un rullo qualsiasi che il centro
fresa utilizzabile con qualsiasi utensile.
Nella finestra Dati sono presenti le informazioni del centro
utensile necessarie alla lavorazione nel formato
Angolo X Y Z.
L'opzione Utilizza Correttori non ha alcun effetto.
|
2) Con Diametro Rullo diverso da 0
e Diametro Fresa=Diametro Rullo.
Nella finestra Profili ne compaiono 2 che
rappresentano il profilo superiore ed il profilo inferiore
della pista.
Nella finestra Dati sono presenti le informazioni del
centro utensile necessarie alla lavorazione nel formato
Angolo X Y Z.
L'opzione Utilizza Correttori non ha alcun effetto.
IMPORTANTE:
Non è possibile eseguire la lavorazione con un
utensile di diametro diverso da quello del rullo
utilizzato.
|
|
3) Con Diametro Rullo diverso da 0 e Diametro Fresa compreso tra Diametro Rullo/2 e Diametro Rullo.
· Con l'opzione Utilizza Correttori disattivata, nella finestra Profili ne compaiono 2 che rappresentano il
profilo superiore ed il profilo inferiore della pista.
Nella finestra Dati sono presenti le informazioni di due percorsi relativi al centro utensile nei formati:
· Angolo X Y Z relativi alla lavorazione inferiore della pista.
· Angolo X Y Z relativi alla lavorazione superiore della pista.
IMPORTANTE: Non è possibile eseguire la lavorazione con un utensile di diametro
diverso da quello
fornito in input.
· Con l'opzione Utilizza Correttori attivata, nella finestra Profili ne compaiono 2 che rappresentano il profilo
superiore ed il profilo inferiore della pista.
Nella finestra Dati sono presenti le informazioni dei due percorsi corrispondenti nel formato:
· Angolo X Y P Q Z relativi alla lavorazione inferiore della pista.
· Angolo X Y P Q Z relativi alla lavorazione superiore della pista.
NOTA:
Poichè i dati non sono relativi al centro utensile ma ai profili nominali della pista, è possibile utilizzare
qualsiasi diametro utensile purchè:
· il controllo numerico permetta l'utilizzo delle funzioni di correzione raggio (G41 e G42).
In questo caso utilizzare il formato Angolo X Y Z.
· il controllo permetta di utilizzare in modo parametrico i valori P e Q che indicano la correzione rispetto
ad X e Y del raggio fresa. In questo caso utilizzare il formato Angolo X Y P Q Z.
| |